Pусский
Pусский เอสปันญ่อล
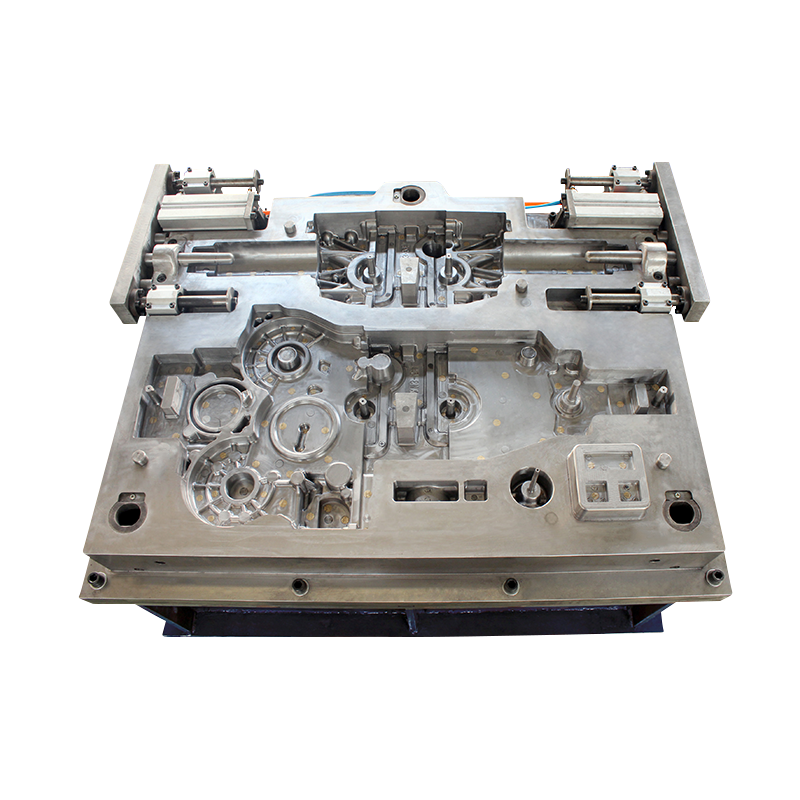
เอสปันญ่อล ในการผลิตและการแปรรูปชิ้นส่วนแม่พิมพ์หล่อขึ้นรูป เนื่องจากรูปร่างและโครงสร้างที่ซับซ้อน มีขนาดหน้าตัดของแต่ละส่วนที่แตกต่างกันอย่างชัดเจน ดังนั้นเมื่อดำเนินการอบชุบด้วยความร้อน อัตราการให้ความร้อนและความเย็นของแต่ละส่วนจะเท่ากัน ยังแตกต่างกัน สถานการณ์นี้สามารถนำไปสู่การก่อตัวของความเค้นเนื่องจากความร้อนที่แตกต่างกัน ความเค้นของเนื้อเยื่อ และปริมาณการเปลี่ยนเฟสในส่วนต่างๆ ของชิ้นส่วน ทำให้ปริมาตรของชิ้นส่วนขยายตัวหรือหดตัวผิดปกติ ส่งผลให้ขนาดและรูปร่างเบี่ยงเบนไปมาก และอาจถึงขั้นแตกร้าวได้
มีหลายสาเหตุที่ทำให้การอบชุบเสียรูปและการแตกร้าวของแม่พิมพ์หล่อ รวมถึงองค์ประกอบทางเคมีและโครงสร้างเดิมของเหล็ก รูปร่างโครงสร้างและขนาดหน้าตัดของชิ้นส่วน และกระบวนการอบชุบด้วยความร้อน ในการผลิตจริง การเสียรูปมักเป็นไปไม่ได้ที่จะกำจัดให้หมดไป และระดับของการเกิดขึ้นจะลดลงได้มากที่สุดเท่าที่จะเป็นไปได้ แต่ตราบใดที่มีการใช้มาตรการที่เหมาะสม การแตกร้าวก็สามารถหลีกเลี่ยงได้อย่างสมบูรณ์
1. การเตรียมความร้อน
สิ่งที่เรียกว่าการอบชุบด้วยความร้อนขั้นสุดท้ายนั้นสัมพันธ์กับการอบชุบขั้นสุดท้าย กล่าวคือ มีการเพิ่มขั้นตอนการเตรียมการด้วยความร้อนก่อนการอบชุบขั้นสุดท้าย ซึ่งสามารถให้ความสามารถในการแปรรูปหรือโครงสร้างจุลภาคที่ดีสำหรับการอบชุบขั้นสุดท้าย กระบวนการเตรียมการด้วยความร้อนโดยทั่วไป ได้แก่ การหลอม การทำให้เป็นปกติ การชุบแข็ง และการอบคืนตัว
สำหรับการอบชุบด้วยความร้อนขั้นเตรียมของแม่พิมพ์ปั๊มขึ้นรูปเหล็กยูเทคตอยด์ โฟกัสอยู่ที่การกำจัดซีเมนต์รองแบบร่างแห การปรับแต่งเกรน และความเครียดภายในในการตีขึ้นรูป กระบวนการเฉพาะคือทำการบำบัดแบบปกติก่อน แล้วจึงทำการหลอมแบบทรงกลม สำหรับการปั๊มชิ้นส่วนแม่พิมพ์ ควรทำให้เสถียรโดยการอบด้วยอุณหภูมิต่ำ สำหรับแม่พิมพ์ที่มีรูปร่างซับซ้อนและต้องการความแม่นยำสูง เนื่องจากมีความเป็นไปได้สูงที่จะเกิดการเสียรูปและการแตกร้าวระหว่างการอบชุบด้วยความร้อน จึงควรดำเนินการชุบแข็งและอบชุบที่เหมาะสมหลังการกลึงหยาบเสร็จสิ้นและก่อนที่จะเริ่มการกลึงละเอียด การอบชุบด้วยความร้อนจะใช้ในการเตรียมองค์กรเพื่อหลีกเลี่ยงการแตกร้าวให้ได้มากที่สุด
2. วิธีการดับความร้อนและการป้องกันชิ้นส่วน
การชุบแข็งและการอบชุบแข็งเป็นกระบวนการที่มีแนวโน้มที่จะเกิดการเสียรูปและการแตกร้าวของชิ้นส่วนมากที่สุด สำหรับแม่พิมพ์หล่อขนาดเล็กบางชิ้น ชิ้นส่วนทรงกระบอกเรียว หรือชิ้นส่วนแม่พิมพ์เหล็กโลหะผสมสูง ฯลฯ ควรหลีกเลี่ยงวิธีการชุบแข็งด้วยการให้ความร้อนโดยตรง แต่ควรอุ่นที่อุณหภูมิ 520 ถึง 580 องศาเซลเซียส จากนั้นวางในสื่อ เตาอาบน้ำเกลืออุณหภูมิ ความร้อนถึงอุณหภูมิดับ การปฏิบัติดังกล่าวได้พิสูจน์ให้เห็นว่าการเสียรูปของชิ้นส่วนโดยใช้วิธีการให้ความร้อนนี้มีขนาดเล็กกว่าการให้ความร้อนและการดับโดยตรงในเตาเผาไฟฟ้าหรือเตาหลอมแบบก้อง และโดยทั่วไปสามารถหลีกเลี่ยงการแตกร้าวได้
ในระหว่างการดับ หากอุณหภูมิความร้อนของชิ้นส่วนออสเทนนิติกสูงเกินไป ธัญพืชจะหยาบ และง่ายต่อการเกิดออกซิเดชัน การแยกคาร์บูไรเซชัน และปรากฏการณ์อื่นๆ ส่งผลให้ชิ้นส่วนเสียรูปทรงและแตกร้าว และถ้าอุณหภูมิต่ำเกินไป รูด้านในของชิ้นส่วนจะหดตัวและขนาดของรูพรุนจะหดตัว เล็กลง ดังนั้นในช่วงอุณหภูมิความร้อนที่อนุญาตให้ลองเลือกขีด จำกัด สูงสุดของอุณหภูมิสำหรับการดับ สำหรับเหล็กกล้าผสม อุณหภูมิความร้อนสูงเกินไป ซึ่งจะทำให้รูในขยายและขนาดรูพรุนจะใหญ่ขึ้น ที่ดีที่สุดคือเลือกขีดจำกัดล่างของอุณหภูมิที่อนุญาต
นอกจากนี้ เมื่อชุบแข็งและอบร้อน จำเป็นต้องใช้มาตรการเพื่อปกป้องชิ้นส่วนที่มีแนวโน้มที่จะเสียรูปและการแตกร้าวได้อย่างมีประสิทธิภาพ เพื่อให้รูปร่างและส่วนมีความสมมาตร และความเค้นภายในมีความสมดุล โดยเฉพาะอย่างยิ่งสำหรับชิ้นส่วนที่มีรูปร่างซับซ้อน วิธีการป้องกันที่ใช้กันทั่วไป ได้แก่ การอัดก้อน การบรรจุ และการเสียบปลั๊ก
3. เพิ่มประสิทธิภาพของวิธีการหล่อเย็นและการเลือกสารหล่อเย็น
เมื่อชิ้นส่วนแม่พิมพ์หล่อขึ้นรูปได้รับความร้อน ไม่ควรใส่ชิ้นส่วนเหล่านี้ลงในสารหล่อเย็นโดยตรงหลังจากนำออกจากเตาเผา ซึ่งจะทำให้ความแตกต่างของอุณหภูมิในพื้นที่สูงเกินไปและทำให้เสียรูปทรงและแตกร้าวได้ง่าย วิธีการที่ถูกต้องคือการทำให้ชิ้นส่วนต่างๆ เย็นลงด้วยอากาศก่อน แล้วจึงใส่ลงในระบบหล่อเย็นเพื่อดับ เพื่อให้แน่ใจว่าความเร็วการทำความเย็นสม่ำเสมอของชิ้นส่วนแต่ละชิ้น ควรหมุนอย่างถูกต้องหลังจากใส่สารหล่อเย็น และไม่ควรกำหนดทิศทางการหมุน
การเลือกน้ำยาหล่อเย็นก็มีความสำคัญไม่แพ้กัน สำหรับเหล็กโลหะผสม การดับด้วยความร้อนหรือการดับแบบแบ่งระดับโดยใช้อ่างน้ำร้อนโพแทสเซียมไนเตรตและโซเดียมไนไตรต์เป็นวิธีที่มีประสิทธิภาพในการลดการเสียรูป โดยเฉพาะอย่างยิ่งสำหรับแม่พิมพ์หล่อขึ้นรูปที่มีรูปร่างซับซ้อนและมีขนาดที่แม่นยำ ชิ้นส่วนแม่พิมพ์ที่มีรูพรุนบางชิ้นมีลักษณะของการเย็นตัวและการหดตัวในน้ำมันและการระบายความร้อนและการขยายตัวในไนเตรต การใช้วัสดุพิมพ์ที่แตกต่างกันสองชนิดอย่างมีเหตุผลสามารถลดการเสียรูปของชิ้นส่วนที่เกิดจากการดับได้
4. การควบคุมการแบ่งเบาบรรเทา
หลังจากดับชิ้นส่วนแม่พิมพ์หล่อในน้ำยาหล่อเย็นแล้ว ชิ้นส่วนเหล่านี้ไม่ควรอยู่ในอากาศนานเกินไป แต่ควรวางในเตาหลอมเพื่อการอบคืนตัวทันเวลาเพื่อขจัดความเครียดภายในของชิ้นส่วน และลดแนวโน้มของการเสียรูป และแคร็ก โดยเฉพาะอย่างยิ่งสำหรับชิ้นส่วนแม่พิมพ์หล่อบางชิ้นที่ต้องผ่านกระบวนการตัดลวด การชุบแข็งอย่างช้า ๆ และการอบชุบด้วยความร้อนหลาย ๆ ครั้งก่อนดำเนินการตัดลวด ซึ่งสามารถปรับปรุงการชุบแข็งของชิ้นส่วนได้อย่างมีประสิทธิภาพ ทำให้การกระจายความเค้นภายในสม่ำเสมอ และ มีแนวโน้มที่จะเสียรูปและแตกน้อยลง ในระหว่างกระบวนการแบ่งเบาบรรเทา จำเป็นต้องหลีกเลี่ยงการเกิดการเปราะของการแบ่งเบาบรรเทาที่อุณหภูมิต่ำและการแบ่งเบาบรรเทาอุณหภูมิสูง