Pусский
Pусский เอสปันญ่อล
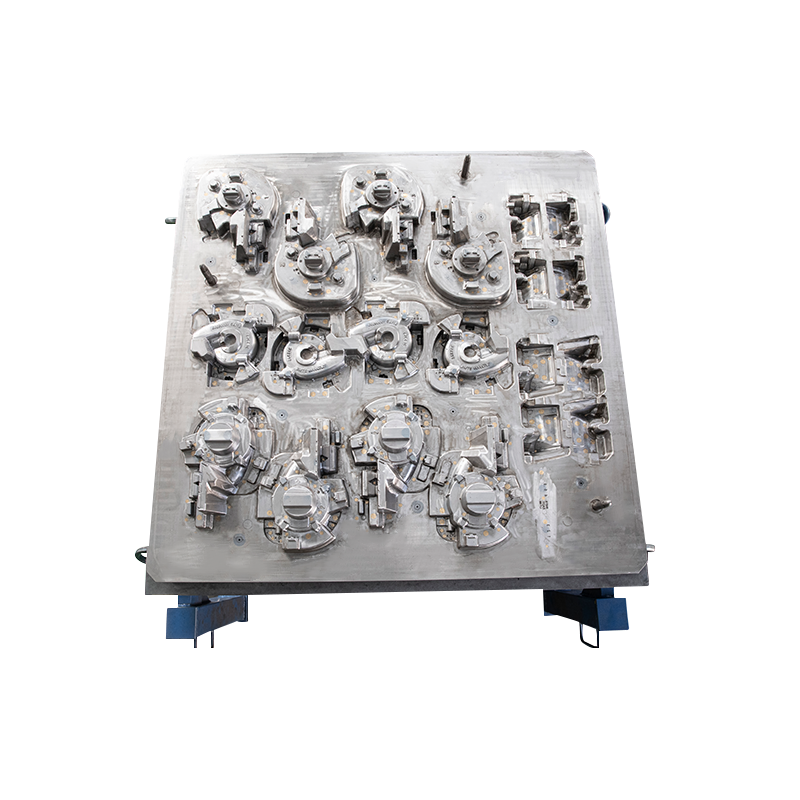
เอสปันญ่อล การออกแบบแม่พิมพ์หล่อจะต้องคำนึงถึงความหนาของผนังของแม่พิมพ์หล่อ เนื้อหล่อและมุมร่างของการหล่อแม่พิมพ์ ซี่โครงเสริมแรง ระยะห่างขั้นต่ำระหว่างรูหล่อและรูถึงขอบบนแม่พิมพ์ การหล่อ รูสี่เหลี่ยมและร่องบนแม่พิมพ์หล่อ การหล่อแม่พิมพ์ มีเจ็ดด้านของค่าเผื่อการตัดเฉือนของเม็ดมีดและแม่พิมพ์หล่อในชิ้นส่วน
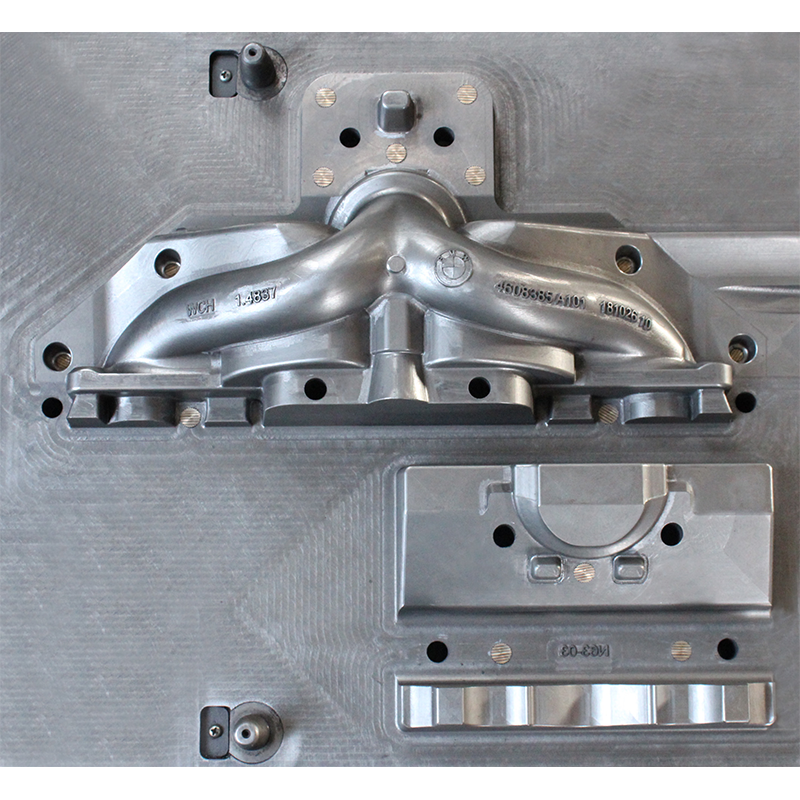
ข้อกำหนดการออกแบบการหล่อฟิเลต์: โดยปกติแล้ว แต่ละส่วนของไดคาสติ้งควรมีฟิเลต์ (ยกเว้นที่พื้นผิวการแยกส่วน) ซึ่งจะทำให้โลหะไหลได้อย่างราบรื่นเมื่อเติม และก๊าซสามารถระบายออกได้ง่ายและหลีกเลี่ยงรอยแตกที่เกิดจากมุมแหลมคมได้ . สำหรับการหล่อขึ้นรูปที่ต้องการการชุบผิวด้วยไฟฟ้าและการเก็บผิวละเอียด สามารถเคลือบผิวที่มุมได้อย่างสม่ำเสมอเพื่อป้องกันการสะสมของสีที่มุมแหลมคม รัศมีของเนื้อ R ของการหล่อโดยทั่วไปไม่ควรน้อยกว่า 1 มม. และรัศมีของเนื้อขั้นต่ำคือ 0.5 มม.
ข้อกำหนดการออกแบบเม็ดมีดในแม่พิมพ์หล่อ: ประการแรก จำนวนเม็ดมีดบนแม่พิมพ์หล่อไม่ควรมากเกินไป ประการที่สอง การเชื่อมต่อระหว่างเม็ดมีดกับแม่พิมพ์หล่อจะต้องแน่นหนา และในขณะเดียวกัน เม็ดมีดก็จำเป็นต้องเจาะรู ยกขึ้น ขึ้นลาย ฯลฯ ประการที่สาม เม็ดมีดต้องหลีกเลี่ยงมุมที่แหลมคมเพื่อความสะดวกในการจัดวางและป้องกันความเครียดจากการหล่อ หากมีการกัดกร่อนของไฟฟ้าอย่างรุนแรงระหว่างการหล่อและเม็ดมีด พื้นผิวของเม็ดมีดจำเป็นต้องได้รับการปกป้องด้วยการชุบ สุดท้าย ควรหลีกเลี่ยงการหล่อด้วยเม็ดมีด การรักษาความร้อนเพื่อหลีกเลี่ยงการเปลี่ยนแปลงปริมาตรเนื่องจากการเปลี่ยนเฟสของโลหะทั้งสอง ทำให้เม็ดมีดคลายตัว
ข้อกำหนดการออกแบบสำหรับการหล่อเนื้อของแม่พิมพ์หล่อ
ข้อกำหนดการออกแบบสำหรับความหนาของผนังของแม่พิมพ์หล่อ: การหล่อแบบผนังบางมีความแข็งแรงสูงและมีความกะทัดรัดดีกว่าการหล่อแบบผนังหนา ในมุมมองนี้ การออกแบบชิ้นส่วนหล่อขึ้นรูปควรเป็นไปตามหลักการต่อไปนี้: ตรวจสอบให้แน่ใจว่าการหล่อมีความแข็งแรงและความแข็งแกร่งเพียงพอ ควรลดความหนาของผนังด้านล่างให้มากที่สุดเท่าที่จะเป็นไปได้ และควรรักษาความหนาของผนังไว้ ชุดยูนิฟอร์ม. แนวทางปฏิบัติได้พิสูจน์แล้วว่าการออกแบบความหนาของผนังของชิ้นส่วนหล่อโดยทั่วไปคือ 2.5-4 มม. และชิ้นส่วนที่มีความหนาของผนังเกิน 6 มม. ไม่ควรผลิตโดยกระบวนการหล่อขึ้นรูป ประสิทธิภาพของอิทธิพลของผนังหล่อหนาและบางเกินไปต่อคุณภาพของการหล่อ: หากผนังของการหล่อบางเกินไปในการออกแบบ การเชื่อมโลหะจะไม่ดี ซึ่งจะส่งผลโดยตรงต่อความแข็งแรงของ การหล่อและในขณะเดียวกันจะทำให้เกิดความยุ่งยากในการขึ้นรูป ผนังหนาเกินไปหรือไม่สม่ำเสมออย่างรุนแรง ในทางกลับกัน เมื่อความหนาของผนังเพิ่มขึ้น ข้อบกพร่อง เช่น รูพรุนและการหดตัวในการหล่อก็เพิ่มขึ้นเช่นกัน ซึ่งจะลดความแข็งแรงของการหล่อและส่งผลต่อคุณภาพของการหล่อ
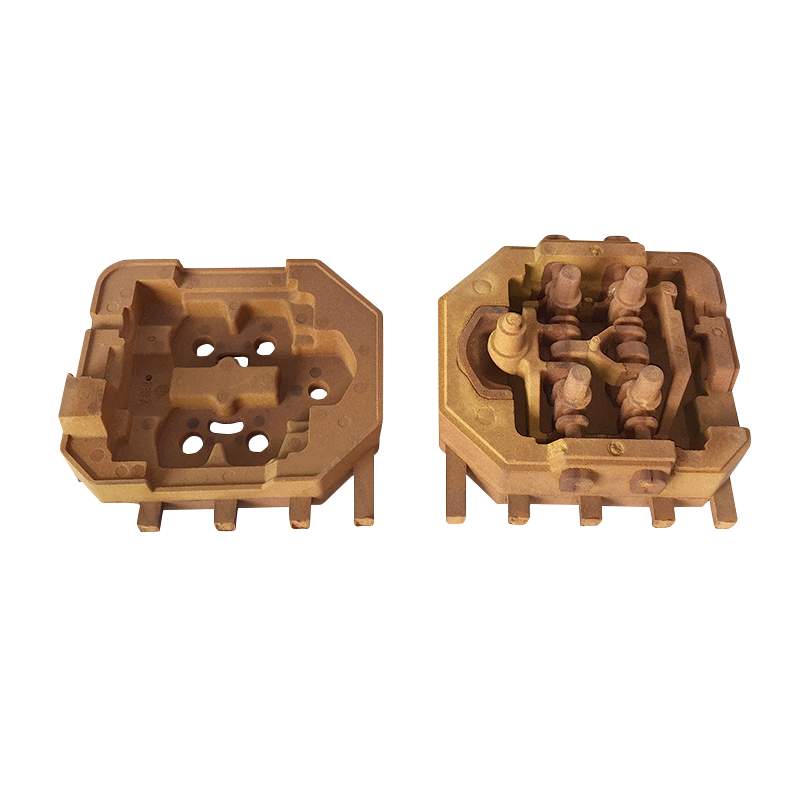
ข้อกำหนดการออกแบบสำหรับค่าเผื่อการตัดเฉือนของแม่พิมพ์หล่อ: โดยทั่วไป เนื่องจากข้อจำกัดของกระบวนการหล่อแม่พิมพ์ เมื่อความแม่นยำของมิติ ความขรุขระของพื้นผิว หรือค่าความคลาดเคลื่อนทางเรขาคณิตของแม่พิมพ์หล่อไม่ตรงตามข้อกำหนดของแบบผลิตภัณฑ์ องค์กรควรพิจารณาก่อนใช้ เช่นการแก้ไข การขัด การอัดรีด การขึ้นรูป และวิธีการตกแต่งอื่น ๆ ในการซ่อมแซม เมื่อการตกแต่งไม่สามารถแก้ปัญหาเหล่านี้ได้อย่างสมบูรณ์ ควรกลึงบางส่วนของแม่พิมพ์หล่อ ควรสังเกตว่า เมื่อตัดเฉือน ควรพิจารณาค่าเผื่อการตัดเฉือนเล็กน้อย และในขณะเดียวกัน พยายามใช้พื้นผิวที่ไม่ได้รับผลกระทบจากพื้นผิวการแยกส่วนและการขึ้นรูปที่ใช้งานเป็นพื้นผิวอ้างอิงเปล่า เพื่อไม่ให้ ส่งผลต่อความแม่นยำของเครื่องจักร
ข้อกำหนดการออกแบบสำหรับความลาดเอียงของการหล่อแม่พิมพ์: เมื่อออกแบบการหล่อขึ้นรูป ควรมีความลาดเชิงโครงสร้างบนโครงสร้าง เมื่อไม่มีความลาดเอียงของโครงสร้าง จะต้องมีกระบวนการลาดเอียงสำหรับการถอดแบบเมื่อจำเป็น ทิศทางของการเอียงจะต้องสอดคล้องกับทิศทางการคลายของการหล่อ